
 內齒輪副
內齒輪副
由一個外齒輪和一個內齒輪組成的共軛齒輪副(圖6-44)。多用于行星輪系中。常用內齒輪副有:平行軸內齒輪副(包括直齒、斜齒、人字齒);相交軸內齒輪副;交錯軸內齒輪副(用的較少)。內齒輪副和外齒輪副相比,有下列特點:結構緊湊、誘導曲率半徑大、重合度大、瞬時嚙合齒數多,工作平穩、噪聲小;滑動系數小;承載能力大;目前內齒輪加工稍有困難,設計要求嚴格,否則可能發生各種干涉現象。
平行軸內嚙合漸開線直齒圓柱齒輪副
由一個漸開線圓柱外齒輪和一個相配的漸開線圓柱內齒輪組成的平行軸齒輪副。其嚙合特性除具有平行軸漸開線圓柱齒輪副的全部嚙合特性外,還具有:共軛齒面呈凸凹嚙合,誘導曲率半徑大,接觸強度高;滑動系數小,潤滑條件優,抗膠合能力強,耐磨損;嚙合齒數多,重合度大,噪聲小,工作平穩;結構緊湊等特點,但設計較復雜,當參數選擇不當時,可能引起嚙合干涉或切齒干涉、安裝干涉。
平行軸內嚙合漸開線斜齒圓柱齒輪副
由相配的漸開線斜齒外齒輪與漸開線斜齒內齒輪組成的平行軸內嚙合圓柱齒輪副。見“平行軸漸開線圓柱齒輪副”與“斜齒內齒輪副”。
內嚙合人宇齒圓柱齒輪副
由相配的一個人字齒圓柱外齒輪與一個人宇齒圓柱內齒輪組成的齒輪副,一般是指“平行軸內嚙合漸開線人字齒圓柱齒輪副”。它具有斜齒內齒輪副的所有嚙合特性,又具有在工作過程中能自行平衡軸向力的性能。由于人字齒輪可采用較大的螺旋角,所以斜齒輪副的嚙合特性更為明顯。
漸開線少齒差內齒輪副
齒數差很少(z2-z1=l~4)的一對相嚙漸開線齒輪組成的內齒輪副。多用于漸開線少齒差行星齒輪傳動,而單獨作為傳動機構的少齒差內齒輪副則很少,因為它不但不能獲得較大傳動比,而且在設計、制造、安裝等方面很麻煩。
漸開線少齒差內齒輪副用于漸開線少齒差行星齒輪傳動時,齒數差Δz=z2-z1越小,傳動比越大,對于 ha*=1、a=20°的漸開線內齒輪副Δz小到某一數值,將產生各種干涉現象。為了避免干涉,使內齒輪副正常工作,在設計少齒差內齒輪副時通常采用三種方法:其一,采用短齒,即使ha*<1 ,常用的齒形參數是ha*=0.75~0.8,a=20°,c*=0.3~0.45;其二,合理地采用變位方法和變位系數;其三,增大刀具的齒形角,由于刀具是標準參數,改變齒形角較為困難,很少應用。三種方法中第二種方法比較有效、合理,故最為常用。其具體變位方法的選擇和設計計算可參考有關資料。內齒輪副的各種干涉現象和避免方法可參考有關條目。
嚙合角為零時的內齒輪副
零齒差的內齒輪副,rb1=rb2,兩基圓重合節點落在基圓上,rb1=r1′,rb2=r2′,這時嚙合線和基圓公切綏的夾角為零,即嚙合角a′=0。另外若設計的內齒輪副rb1=r1′,rb2=r2′,這時兩基圓在P點內切,所以過節點P作的嚙合角亦為零。由圖6-45可知,當嚙合角為零時,必然產生內齒輪副的齒廓重迭干涉。若用插齒刀加工也將產生頂切。為了避免a′=0時的齒廓重迭干涉,應采用負變位的外齒輪和正變位的內齒輪,或采用切向變位。

平行軸內嚙合漸開線圓柱齒輪副端面有效共軛齒廓
平行軸內嚙合漸開線圓柱齒輪副,端平面內共軛點在齒面上的集合線,稱端面有效共軛齒廓。有效共軛齒廓可用作圖法求得。如圖6-46所示:頂圓ra1交N1N2于B1,以o2B1為半徑作圓交大齒輪齒廓于a′,則 ![]() 為有效齒廓。同樣,頂圓ra2交N1N2于B2,以 o1B2為半徑作圓,交小齒輪齒廓于b′,則
為有效齒廓。同樣,頂圓ra2交N1N2于B2,以 o1B2為半徑作圓,交小齒輪齒廓于b′,則 為小齒輪的有效齒廓。
為小齒輪的有效齒廓。
負嚙合角
用插齒刀加工內齒輪時,若插齒刀的齒數過多,可能產生負嚙合角現象,這時插齒刀和內齒輪的兩個基圓不相交,嚙合線無法作出,不可能實現正確嚙合,也無法加工出正確齒形。故要避免負嚙合角產生,根據無側隙嚙合方程式,可得出不產生負嚙合角的條件。
漸開線內齒輪的徑向變位
目前,漸開線內齒輪多用插齒刀切制(圖6-47a),若在切齒時,相對改變刀具與齒輪坯的位置(圖6-47b),亦可切削出徑向變位的漸開線內齒輪。插齒刀實際上是一個變位齒輪,在不同端面內(前刃面內),具有不同的變位系數,x0=0的前刃面稱原始截面,約定:用原始截面插齒刀加工齒輪,當刀具由加工標準齒輪時的位置遠離被加工齒輪的中心,使機床中心距增大者,變位系數取正值,反之取負值,加工出來的內齒輪分別為正變位齒輪和負變位齒輪。加工內齒輪與加工外齒輪相比,由于變位引起的齒輪幾何尺寸變化之間的主要區別在于齒厚與公法線的不同,正變位內齒輪不是增大而是減小。
為便于計算,把內齒輪的齒槽看成外齒輪的輪齒,這個假想的外齒輪用齒條刀具加工時的變位系數,作為內齒輪的變位系數圖6-47c,這時就可以用相應的外齒輪的計算公式、圖表等。但內齒輪的齒根高、齒根圓直徑是用插齒刀加工時機床中心距a0確定的。

內齒輪副的負嚙合現象 內齒輪副或插齒刀與齒輪坯的嚙合,若其嚙合角a′(或a0′)<0稱負嚙合現象,這種現象產生的結果是,兩齒輪(或刀具與齒坯)的基圓不相交,沒有公切線,這對漸開線齒輪形不成嚙合線,無法正常工作。所以負嚙合現象不允許產生,于是必須滿足條件a′(或a0′)>0,這時:
內齒輪副或插齒刀與齒輪坯的嚙合,若其嚙合角a′(或a0′)<0稱負嚙合現象,這種現象產生的結果是,兩齒輪(或刀具與齒坯)的基圓不相交,沒有公切線,這對漸開線齒輪形不成嚙合線,無法正常工作。所以負嚙合現象不允許產生,于是必須滿足條件a′(或a0′)>0,這時:
漸開線內齒輪副幾何尺寸圖 標注著漸開線內齒輪副各個尺寸和名稱(可用代號表示),并能明顯表示它們之間相互關系的嚙合圖。
標注著漸開線內齒輪副各個尺寸和名稱(可用代號表示),并能明顯表示它們之間相互關系的嚙合圖。
內齒輪副的過渡曲線干涉
內齒輪副在嚙合過程中,由于設計不當,小齒輪的齒頂可能和內齒輪的過渡曲線相接觸,這樣就破壞了共軛嚙合條件,這種現象稱內齒輪副的過渡曲線干涉(圖6-49)。不產生過渡曲線干涉的條件是:內齒輪漸開線齒廓終止點的壓力角應大于或等于其齒廓工作段終止點處的壓力角,于是:
為避免這種干涉,可采取增大內齒輪徑向變位系數、減小齒頂高等措施。
內齒輪漸開線齒廓終止點的壓力角
目前,漸開線內齒輪多用插齒刀加工,如圖6-50所示插齒刀從B2點開始切制內齒輪齒廓,至B1點結束,切制出全部漸開線齒廓部分,B1點到齒根曲面之間為過渡曲面部分,其分界點B1,稱內齒輪漸開線齒廓終止點,該點處壓力角稱終止點壓力角。內齒輪漸開線齒廓終止點的壓力角為:
![]()
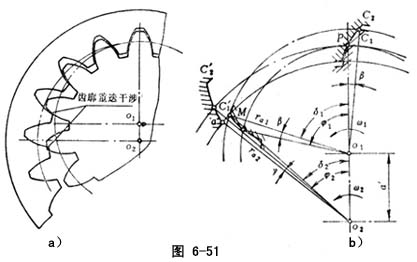
內齒輪副的齒廓重迭干涉
內齒輪副在嚙合過程中,由于兩相嚙齒輪齒數差過少,可能發生嚙合終了,小齒輪齒頂在退出內齒輪齒槽時,與內齒輪的齒頂碰觸(圖6-51),這種干涉現象稱內齒輪副的重迭干涉。其結果是內齒輪副不僅不能正常嚙合,而且也不能實現正常安裝。若小齒輪為插齒刀,則產生重迭切削干涉,內齒輪產生頂切。故重迭干涉必須避免。
重迭干涉產生的原因是一對輪齒在嚙合過程中,另一對輪齒出現漸開線齒廓相交現象,顯然,兩齒輪頂圓出現相交以前,齒廓不出現相交現象是避免重迭干涉的條件。由圖6-51b可知,其具體條件是∠ao2P≥∠Mo2P。于是可導出不發生重迭干涉的校核公式為:

由式可知影響重迭干涉的主要因素是(z2-z1),其值越小越易出現重迭干涉,(z2-z1)≥10則不出現重迭干涉。(若z2-z1較小時。為避免重迭干涉,必須增大內齒輪的徑向變位系數,使嚙合角a′增大。或者減小齒頂高系數。
重迭干涉,有的文獻稱齒頂碰角干涉,余擺線干涉;齒頂干涉,次擺線干涉,第二類干涉等。本書建議用齒廓重迭干涉這個名詞較為合理。
內齒輪副軸向裝配干涉
當產生重迭干涉時,內齒輪副兩齒輪不能沿軸向相配安裝,這種在軸向相配安裝時產生的齒頂碰觸現象,稱軸向裝配干涉。
徑向干涉 內齒輪副的兩個相配齒輪,當齒數差過少時,當把小齒輪從內齒輪的中心位置,徑向安裝到嚙合位置的過程中,若圖6-52所示y>x,將產生齒頂碰撞現象,小齒輪無法進入嚙合位置,這種現象稱徑向干涉。如果小齒輪是插齒刀,則要產生徑向進刀頂切。
內齒輪副的兩個相配齒輪,當齒數差過少時,當把小齒輪從內齒輪的中心位置,徑向安裝到嚙合位置的過程中,若圖6-52所示y>x,將產生齒頂碰撞現象,小齒輪無法進入嚙合位置,這種現象稱徑向干涉。如果小齒輪是插齒刀,則要產生徑向進刀頂切。
為了避免這種干涉,可采用增大壓力角,減小齒頂高系數,增大齒數差z2-z1及增大內齒輪徑向變位系數等措施。
見“徑向進刀頂切”。
徑向進刀頂切
插齒刀切削內齒輪時(圖6-52),在徑向進刀過程中,插齒刀的齒頂到中心線的距離y,若大于被加工的內齒輪的齒頂到中心線的距離x,則刀具齒頂和被加工內齒輪的齒頂發生碰觸,產生切削干涉,齒輪齒頂被多切去一部分金屬,這種現象稱徑向進刀頂切。不產生進刀頂切的條件是(x-y)min≥0,由該條件可導出相應的不產生徑向進刀頂切的計算式。
為避免徑向進刀頂切,可采取增大齒形角,減小齒頂高系數,增大變位系數(包括徑向或切向),增多齒數差(z-z0)等辦法。應特別注意,z-z0之值越小,越易產生徑向進刀頂切,而不受齒數絕對值多少的影響。所以當z-z0之值較小時,要校核是否發生徑向進刀頂切。
內齒輪副徑向裝配干涉
在內齒輪副產生徑向干涉的情況下,不能實現徑向相配安裝。這種在徑向安裝過程中產生齒頂碰觸的現象,稱徑向裝配干涉。其實質即徑向干涉。
插齒刀切制內齒輪時的頂切
插齒刀切制內齒輪時,由于齒輪齒頂圓越過刀具基圓上的嚙合極點,產生頂切,此稱為展成頂切(曾稱范成頂切);另外由于進刀過程中,刀具齒頂可能與齒輪齒頂相遇,形成頂切,此稱為徑向進刀頂切。這就是插齒刀加工內齒輪時可能出現的兩種頂切現象。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底