
電子制作是一項讓制作者既動手又動腦的非常有趣的科技實踐活動。電子制作并不神秘,入門也不難。但它既然是一門科學,也就不是馬馬虎虎、不費氣力可以學會的。初學電子制作不僅要學習一些基本的知識,更重要的還要掌握一些最基本的操作技能,這樣才能動手進行制作,才能取得預期的效果。
大家都知道,在電子制作中,元器件必須依靠焊接,才能有可靠的電氣連接,并得到支撐和固定。焊接是電子愛好者對焊錫工藝的稱呼,焊接的過程就是用電烙鐵使焊料(焊錫)熔化,并借助焊劑(如松香)的作用,將電子元器件的端點與導線或印制電路板等牢固地結合在一起。對焊點的要求是連接可靠、導電大家知道,在電子制作中,各個良好、光潔美觀。
用電烙鐵焊接是電子制作的基本技能之一。良好的焊接是電子制作成功的重要保證;反過來說,焊接不良,往往會使制作失敗,甚至損毀元器件。看起來焊接操作簡單、容易,但要真正掌握焊接技術,焊出高質量的焊點,卻并不那么容易。為使初學者快速熟練地掌握焊接基本功,筆者結合多年來的實踐經驗講述焊接方法、經驗和技巧,希望讀者能夠認真閱讀領會,并多進行焊接練習,不斷提高焊接水平。
焊接基本操作
常用的焊接方法主要有帶錫焊接法和點錫焊接法兩種,分別見圖1、圖2。帶錫焊接法的好處是可以騰出左手來抓持焊接物,或用鑷子(尖嘴鉗)夾住元器件焊腳根部幫助散熱,防止高溫損壞元器件。另外,所用焊錫不一定非要用帶有松香芯的焊錫絲,普通焊錫都可以。一般在焊接點不是太多或焊接小物件的情況下,此法顯得很方便。點錫焊接法具有焊接速度快、焊接質量高的特點,它適用于多元器件快速焊接。但注意所用焊錫絲必須要有松香芯,否則易出現焊點不粘錫現象。所選焊錫絲的直徑應根據焊點的大小確定,一般以直徑為0.8mm或1mm粗細的為宜。

圖1 帶錫焊接法
焊接10字要領
焊接技術作為一項基本功,在電子制作中有著舉足輕重的地位。用電烙鐵手工錫焊時需要掌握一定的技巧,這技巧實際上包含在焊接10字要領——"一刮、二鍍、三測、四焊、五查"的焊接全過程中。
一刮:刮就是焊接前要按照圖3所示,做好被焊金屬物表面的清潔工作,可用小刀、廢鋼鋸條等刮去(或用細砂紙打磨掉、用粗橡皮擦除)焊接面上的氧化層、油污或絕緣漆,直到露出新的金屬表面。自制的印制電路板在焊接前,也需要用細砂紙或水砂紙仔細將覆銅箔的一面打亮。"刮"是保證焊接質量的關鍵步驟,卻常常被初學者所忽視,刮不到位,就鍍不好錫,也不好焊接。需要說明的是,有些元器件引線已經鍍銀、金或經過搪錫,只要沒有氧化或剝落,就不必再去刮它,如表面有臟物,可按照圖3(c)所示用粗橡皮擦除。粗橡皮的選擇以繪圖用的大橡皮效果最好。有些鍍金的晶體三極管管腳引線等,在刮掉鍍層后反而會難以鍍上錫。無論采取何種形式的"刮",都要注意不斷旋轉元器件引腳,務求將引腳的四周一圈全部清潔干凈。
二鍍:鍍就是按照圖4所示,對被要焊接的部位進行搪錫。"刮"完的元器件引腳、導線頭等焊接部位,應立即涂上適量的焊劑,并用電烙鐵鍍上一層很薄的錫層,以防表面再度氧化,以提高元器件的可焊性。鍍的焊錫層要求又薄又均勻,為此烙鐵頭上每次的帶錫量不要太多。怕燙的晶體二極管、晶體三極管等元器件,事先一定要按照圖4(b)所示,用鑷子或尖嘴鉗夾住引線腳根部幫助散熱,再進行鍍錫處理。元器件搪錫是焊接技術中防止虛焊、假焊等隱患的重要工藝步驟,切不可馬虎。
三測:測就是對搪過錫的元器件進行檢查,看元器件在電烙鐵高溫下外觀有無燙損、變形、搭焊(短路)等。對于電容器、晶體管、集成電路等元器件,還要用萬用電表檢測其質量是否可靠,發現質量不可靠或者已損壞的元器件決不能再用。

四焊:焊就是把"測"試合格的元器件按要求焊接到印制電路板或指定的位置上去。焊接時一定要掌握好電烙鐵的溫度與焊接時間,溫度過低,時間過短,焊出來的錫面就會像圖5(a)那樣帶有毛刺狀尾巴,表面不光滑,甚至呈圖5(b)所示的豆腐渣樣,有可能由于焊劑沒有全部蒸發完,在焊錫與金屬之間留有一定的焊劑,冷卻后靠焊劑(松香)把焊錫與金屬面粘住,稍一用力就能拉開,這就是所謂的假焊。再者,電烙鐵溫度過低時就急于去焊接,焊點上的錫熔得很慢,被焊元器件與烙鐵接觸的時間過長,就會使熱量過多地傳送到元器件上去,使元器件受損(如電容器塑封熔化,電阻器受熱阻值改變等),尤其是晶體管,管芯熱到100℃以上就會損壞。反之,電烙鐵溫度過高,焊接時間稍長就會造成焊錫面氧化,焊錫流散開,使焊點像圖5(c)所示的那樣吃錫量不足,僅有很少的焊錫將元器件引線與金屬面相連,接觸電阻很大,一拉就斷開,這就是所謂的虛焊,嚴重時還會造成印制電路板敷銅箔條卷曲脫落、元器件過熱損壞等。電烙鐵溫度是否適宜,可以憑借經驗根據烙鐵頭化錫時間長短及頭上附著的焊錫量多少來判定。焊接時間長短應保證焊點圓滑光亮,一般為2~3s,稍大些的焊點也不要超過5s。焊晶體管等易損件,仍同鍍錫時一樣,用鑷子、尖嘴鉗等夾住引腳根部幫助散熱。
此外,焊錫用量要適當,切忌用一大團焊錫將焊點糊住,像圖5(d)所示的那樣,從焊點上錫面就能隱隱約約分辨出引線輪廓,而從焊點側面看呈火山狀,就是一個合格的焊點。在手持電烙鐵焊接時,不要用烙鐵頭來回摩擦焊接面或用力觸壓,實際上只要加大烙鐵頭斜面鍍錫部分與焊接面的接觸面積,就能有效地把熱量由烙鐵頭導入焊點部分。需要注意,在焊接完成移開電烙鐵后,要等到焊點上的焊錫完全凝固(4~5s),再松開固定元器件的鑷子或手,否則焊接件引線有可能脫出,或者焊點表面呈豆腐渣樣。焊接后,如發現焊點拉出尾巴,用電烙鐵頭在松香上蘸一下,再補焊即可消除。若出現渣滓棱角,說明焊接時間過長,需清除雜物后重新焊接。印制電路板上的元器件應懸空后焊接,元器件體距線路板面應有2~4mm空隙,不可緊貼在板面上,晶體三極管還要高一些。較大的元器件,在插入電路板孔后,可按圖6所示,將引線沿電路銅箔條方向彎曲90°,留2mm長度壓平后焊接,以增大牢固度。焊接集成電路等高輸入阻抗器件,如無法保證電烙鐵外殼與大地可靠連接,可以采用拔下電烙鐵電源插頭后利用余熱焊接。在焊接印制電路板時,也可采取先插電阻器,逐點焊接后,統一用偏口鉗或指甲刀剪去多余長度引線,然后再焊電容器等體積較大的元器件,最后焊上不耐熱的易損的晶體三極管、集成電路等。


圖3 一刮



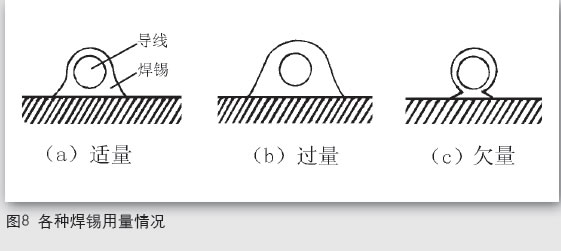
五查:查就是對焊好的電路進行一次焊接質量的檢查,焊點不應有假焊、虛焊及斷路、短路,特別是電解電容器、晶體管等有極性元器件的管腳是否焊接正確。焊接質量好壞可通過焊點的顏色與光澤、擴散程度、焊錫量三個方面加以判別。良好的焊接,焊點具有獨特的亮白光澤,憑經驗一眼就能看出;如果焊錫的顏色和光澤出現污點或表面有凹凸不平,就表明焊接不良。而焊錫在附著物表面的擴散程度,同樣可以判定焊接質量的優劣,在圖7所示的圖形中,圖7(a)表示優良的焊接狀態,圖7(b)是介于好與差之間的狀態,圖7(c)是滲透不足的油炸餅狀態。至于焊點的焊錫量,可參照圖8所示的在印制電路板上焊接導線時,使用焊錫量的標準圖形來判定。圖 8(a)是焊好后焊錫形成緩緩上升的山坡狀,由焊錫表面即可判定導線的確切位置,表示焊錫量適當。圖8(b)是焊錫量過多的情況。過多的焊錫堆積,不僅無法達到增加機械強度的預期目的,還有發生虛焊現象、與附近焊點相碰(短路)的危險。圖8(c)則是焊錫量不足的情況。這種情況在焊接初期并不容易看出有什么缺陷,但經過一段時間后,可能會因震動或撥動而脫落。對于有問題的不良焊點,應采取補焊措施,使焊接質量達到滿意程度。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底