
å╬├µ║Ėļp├µ│╔ą╬
║ĖŚlļŖ╗Ī║Ėå╬├µ║Ėļp├µ│╔ą╬╦∙╩╣ė├Ą─įOéõ║åå╬Ż¼▓┘ū„ĘĮ▒ŃŻ¼▀mæ¬ė┌Ė„ĘNŚl╝■Ž┬Ą─║ĖĮėŻ¼į┌╬ęć°å╬├µ║Ėļp├µ│╔ą╬╝╝ągųąš╝ėąų„ī¦Ąž╬╗ĪŻ
║ĖĮėļŖį┤Ą─╗∙▒Šę¬Ū¾
░┤šš╦∙ė├║ĖĮėļŖį┤ĘNŅÉĄ─▓╗═¼Ż¼║ĖŚlļŖ╗Ī║Ė┐╔Ęų×ķų▒┴„║ĖŚlļŖ╗Ī║Ė║═Į╗┴„║ĖŚlļŖ╗Ī║Ėā╔ĘNĪŻ▀xō±║Ž▀mĄ─║ĖĮėļŖį┤╩Ūå╬├µ║Ėļp├µ│╔ą╬╝╝ągĄ─ĻPµIŻ¼¤ošō╩Ūų▒┴„ļŖį┤Ż¼▀Ć╩ŪĮ╗┴„ļŖį┤Ż¼Č╝æ¬ØMūŃŽ┬┴ąę¬Ū¾ĪŻ
1.║Ž▀mĄ─┐š▌dļŖē║
┐š▌dļŖē║▀^Ą═Ż¼▓╗└¹ė┌ļŖ╗ĪĄ─ę²╚╝Ż¼╠žäe╩Ūį┌╦ßąį║ĖŚlöÓ╗Ī║Ė«öųąŻ¼▌^Ė▀Ą─┐š▌dļŖē║─▄╩╣ļŖ╗Ī▒M┐ņÅ═╚╝Ż¼▒ŻūCš¹éĆ║ĖĮė▀^│╠Ą─ĘĆČ©ĪŻ╦∙ęįį┌║ĖĮė▀^│╠ųąŻ¼×ķ▒ŻūCöÓ╗Ī║ĖĮėĄ─Ņl┬╩Ż¼▒žĒÜ░č╚▌ęūę²╗ĪĘ┼į┌╩ū╬╗ĪŻ
2.┴╝║├Ą─║ĖÖCäė╠žąį
║ĖĮė▀^│╠ŽÓī”ĘĆČ©╩Ū▒ŻūC║Ė┐p▒│├µ│╔ą╬Ą─ĻPµIĪŻļŖ╗Ī▓╗ĘĆČ©Ż¼║ĖĮėļŖ┴„║÷┤¾║÷ąĪČ╝Ģ■ĮoŲ┬┐┌Ė∙▓┐Ą─Š∙ä“╚█╗»╝░║Ė┐pĄ─ĮėŅ^ĦüĒ└¦ļyĪŻī”ė┌ēAąį║ĖŚlĄ─║ĖĮėŻ¼ätĢ■│÷¼F║ĖĮė▀^│╠ųą’w×Rį÷╝ė║═ļŖ╗Ī▒¼š©Ą╚å¢Ņ}ĪŻ▀@śė▓╗Ą½▓╗┐╔─▄īŹ¼Få╬├µ║Ėļp├µ│╔ą╬Ż¼▀Ćėą┐╔─▄į┌║Ė┐pā╚▓┐ą╬│╔ÜŌ┐ūĪóŖAį³Ą╚╚▒Ž▌ĪŻ
╦∙ęįŻ¼║ĖŚlļŖ╗Ī║Ėå╬├µ║Ėļp├µ│╔ą╬ę¬Ū¾║ĖĮėļŖį┤Š▀ėą┴╝║├Ą─äė╠žąįŻ¼▀@śė▓┼─▄½@Ą├ėąęÄätĄ─╚█Ą╬▀^Č╔ĪóĘĆČ©Ą─ļŖ╗ĪĪó▌^ąĪĄ─’w×R║═┴╝║├Ą─║Ė┐p│╔ą╬ĪŻ
3.▌^┤¾Ą─║ĖĮėļŖ┴„š{╣ØĘČć·
å╬├µ║Ėļp├µ│╔ą╬į┌┤“Ąū║ĖĢrŻ¼ę¬Ū¾▀xō±Ą─║ĖĮėļŖ┴„▌^ąĪŻ¼Č°į┌╠Ņ│õ║═╔w├µ║ĖĢr╦∙╩╣ė├Ą─║ĖĮėļŖ┴„æ¬įō▀h▀h┤¾ė┌┤“Ąū║ĖĢrĄ─║ĖĮėļŖ┴„ĪŻ╣╩å╬├µ║Ėļp├µ│╔ą╬▓╔ė├║ĖŚlļŖ╗Ī║ĖĢrŻ¼ę¬Ū¾║ĖĮėļŖį┤æ¬ėą▌^┤¾Ą─║ĖĮėļŖ┴„š{╣ØĘČć·ĪŻ
ī”║ĖĮėģóöĄĄ─╗∙▒Šę¬Ū¾
š²┤_Ąž▀xō±║ĖĮėģóöĄ╩Ū▒ŻūCå╬├µ║Ėļp├µ│╔ą╬Ą─╗∙▒ŠŚl╝■ĪŻ║ĖŚlļŖ╗Ī║Ėå╬├µ║Ėļp├µ│╔ą╬Ą─ų„ę¬║ĖĮėģóöĄ░³└©Ż║║ĖŚlą═Ż©┼ŲŻ®╠¢╝░ų▒ÅĮĪó║ĖĮėļŖ┴„ĪóļŖ╗ĪļŖē║Īó║ĖĮė╦┘Č╚╝░║ĖĮėļŖį┤Ą─ĘNŅÉĪóśOąįĄ╚ĪŻ
1.║ĖŚlą═Ż©┼ŲŻ®╠¢║═ų▒ÅĮ
į┌║ĖŚlļŖ╗Ī║ĖųąŻ¼║ĖŚl┼c─Ė▓─ķg«a╔·│ų└mĘĆČ©Ą─║ĖĮėļŖ╗ĪŻ¼ęį╠ß╣®╚█║Ė╦∙▒žĒÜĄ─¤ß┴┐Ż╗═¼ĢrŻ¼║ĖŚlėųū„×ķ╠Ņ│õĮī┘╠Ē╝ėĄĮ║Ė┐pųą╚źĪŻę“┤╦Ż¼║ĖŚlĄ─ą═Ż©┼ŲŻ®╠¢▀xō±ī”║ĖĮė▀^│╠Ą─ĘĆČ©║═║Ė┐p┴”īWąį─▄Ą─║├ē─Č╝ėą▌^┤¾Ą─ė░ĒæĪŻ╦∙ęįŻ¼ę¬Ė∙ō■─Ė▓─║═║ĖĮėĮYśŗę¬Ū¾▀xō±║Ž▀mĄ─║ĖŚlą═Ż©┼ŲŻ®╠¢ĪŻ
║ĖŚlų▒ÅĮĄ─┤¾ąĪę¬Ė∙ō■─Ė▓─║±Č╚║═║ĖĮė╬╗ų├üĒ▀xō±ĪŻ─Ė▓─║±Č╚▌^┤¾ĢrŻ¼▀xō±Ą─║ĖŚlų▒ÅĮæ¬▌^┤¾Ż¼Ę┤ų«Ż¼ät▌^ąĪĪŻĄ½╩ŪŻ¼ū„×ķå╬├µ║Ėļp├µ│╔ą╬┤“Ąū║ĖĢrŻ¼ę“─Ė▓─Š∙┴¶ėąę╗Č©Ą─Ų┬┐┌Ōg▀ģ║═čb┼õķgŽČŻ¼╚¶▀xō±Ą─║ĖŚlų▒ÅĮ▀^┤¾Ż¼ęūįņ│╔¤²┤®Ż¼ą╬│╔║Ė┴÷Ą╚║ĖĮė╚▒Ž▌Ż¼╦∙ęį¤ošō─Ė▓─║±Č╚ėąČÓ┤¾Ż¼┤“Ąū║ĖĢr▀xō±Ą─║ĖŚlų▒ÅĮŠ∙▓╗æ¬│¼▀^3.2mmĪŻī”ė┌▓╗═¼Ą─║ĖĮė╬╗ų├Ż¼ę▓ę¬▀xė├▓╗═¼ų▒ÅĮĄ─║ĖŚlĪŻ╚ńŲĮ║ĖĪó┴ó║Ė║═ÖM║ĖĢrŻ¼å╬├µ║Ėļp├µ│╔ą╬┤“Ąū║Ėę╗░Ńæ¬▀xė├ų▒ÅĮ×ķ3.2mmĄ─║ĖŚlŻ¼Č°č÷║Ė╬╗ų├▓╔ė├▀B╗Ī║Ė┤“ĄūĢrŻ¼ę╗░Ńæ¬▀xė├ų▒ÅĮ×ķ2.5mmĄ─▌^ąĪų▒ÅĮ║ĖŚlĪŻ
2.║ĖĮėļŖ┴„
║ĖĮėļŖ┴„Ą─┤¾ąĪų„ę¬Ė∙ō■─Ė▓─║±Č╚Īó║ĖŚlų▒ÅĮ║═┐šķg╬╗ų├üĒ▀xō±ĪŻ─Ė▓─║±Č╚▌^┤¾ĢrŻ¼║ĖĮėļŖ┴„æ¬▀m«ö╝ė┤¾ĪŻ║ĖĮėļŖ┴„┼c║ĖŚlų▒ÅĮĄ─ĻPŽĄŻ¼┐╔Ė∙ō■Ž┬├µĄ─Įø“×╣½╩Į▀Mąą▀xō±Ż¼╝┤
I=Kd
╩ĮųąI--║ĖĮėļŖ┴„Ż©AŻ®Ż╗
d--║ĖŚlų▒ÅĮŻ©mmŻ®Ż╗
K--Įø“׎ĄöĄĪŻ
ŲõųąĮø“׎ĄöĄKĄ─▀xō±ęŖŽ┬▒ĒĪŻ

║ĖĮė╬╗ų├┼c║ĖĮėļŖ┴„ų«ķgĄ─ĻPŽĄį┌å╬├µ║Ėļp├µ│╔ą╬┤“Ąū║Ėųąė╚×ķųžę¬ĪŻ╚ń╣¹▀xō±▓╗«öŻ¼ätĢ■į┌║ĖĮė▀^│╠ųą«a╔·╬┤║Ė═ĖĪóŖAį³Īó¤²┤®║═║Ė┴÷Ą╚║ĖĮė╚▒Ž▌Ż¼ų┬╩╣▒│├µ║Ė┐p│╔ą╬╩¦öĪĪŻĖ∙ō■Įø“ׯ¼║ĖĮė╬╗ų├┼c║ĖĮėļŖ┴„ų«ķgĄ─ĻPŽĄ┐╔ęįģó┐╝Ž┬┴ą▒╚└²üĒ▀x╚ĪŻ║ŲĮ║ĖĪóÖM║Ė▀xō±Ą─║ĖĮėļŖ┴„┤¾ų┬ŽÓ═¼Ż¼┴ó║Ė╝s×ķŲĮ║Ė║ĖĮėļŖ┴„Ą─10%Ī½15%Ż¼č÷║Ė║ĖĮėļŖ┴„į┌═¼Ą╚ų▒ÅĮ║ĖŚlĢr┐╔╔į┤¾ė┌ŲĮ║Ė║ĖĮėļŖ┴„ĪŻ
3.ļŖ╗ĪļŖē║
║ĖŚlļŖ╗Ī║ĖĄ─ļŖ╗ĪļŖē║ų„ę¬ė╔ļŖ╗ĪķLČ╚üĒøQČ©ĪŻļŖ╗ĪķLŻ¼ļŖ╗ĪļŖē║Ė▀Ż¼ļŖ┴„├▄Č╚£pąĪŻ╗ļŖ╗ĪČ╠Ż¼ļŖ╗ĪļŖē║Ą═Ż¼ļŖ┴„├▄Č╚į÷┤¾ĪŻ║ĖĮėĢrŻ¼æ¬┴”Ū¾╩╣ė├Č╠╗Ī║ĖĮėĪŻļŖ╗ĪķLĢrŻ¼╠žäe╩Ūį┌╩╣ė├ēAąį║ĖŚl║ĖĮėĢrŻ¼ļŖ╗Ī▓╗ĘĆČ©Ż¼’w×Rį÷┤¾Ż¼Ūę┤┼Ų½┤Ą¼FŽ¾▌^ć└ųžĪŻå╬├µ║Ėļp├µ│╔ą╬┤“Ąū║ĖĢrŻ¼▓╔ė├Č╠╗Ī║Ė┐╔ęįĄ├ĄĮ▌^ąĪĄ─╚█│žŻ¼Ę└ų╣▒│├µ¤²┤®¼FŽ¾Ą─│÷¼FĪŻ
4.║ĖĮė╦┘Č╚
║ĖĮė╦┘Č╚Ą─┐ņ┬²ų▒ĮėĻPŽĄĄĮ║Ė┐p▒│├µ│╔ą╬Ą─┘|┴┐ĪŻ║ĖĮė╦┘Č╚╠½┬²Ż¼ęūįņ│╔¤²┤®Ż¼«a╔·║Ė┴÷Ż╗║ĖĮė╦┘Č╚╠½┐ņŻ¼ėųęū«a╔·╬┤║Ė═ĖĪóŲ┬┐┌ā╔é╚╬┤╚█║ŽĄ╚¼FŽ¾ĪŻ▒Ż│ųŠ∙ä“║Ž▀mĄ─║ĖĮė╦┘Č╚┐╔ęįĄ├ĄĮš²Ę┤ā╔├µŠ∙ä“├└ė^Ą─║Ė┐p│╔ą╬ĪŻ«ö╚╗Ż¼į┌īŹļH║ĖĮė▀^│╠ųą║ĖĮė╦┘Č╚Ą─┐ņ┬²ę▓ę¬┐┐║Ž└ĒĄ─║ĖŚl▀\ąąö[äėĘĮ╩ĮüĒ┐žųŲĪŻ
5.║ĖĮėļŖį┤Ą─ĘNŅÉ║═śOąį
Ė∙ō■║ĖŚlŅÉą═Īó─Ė▓─▓─┘|Īó║ĖĮėĮYśŗüĒ▀xė├ļŖ╗Ī║ĖįOéõĪŻ╚ń╣¹ė├╦ßąį║ĖŚl║ĖĮėŻ¼å╬├µ║Ėļp├µ│╔ą╬┤“Ąū║ĖČÓ▓╔ė├öÓ╗Ī║ĖĮėŻ¼ę╗░Ńæ¬▀xō±Į╗┴„╗Ī║ĖÖCĪŻ╚ń╣¹▀xė├ēAąį║ĖŚl║ĖĮėŻ¼å╬├µ║Ėļp├µ│╔ą╬┤“Ąū║ĖČÓ▓╔ė├▀B╗Ī║ĖĮėŻ¼ę╗░Ńæ¬▀xō±ų▒┴„╗Ī║ĖÖCĪŻ
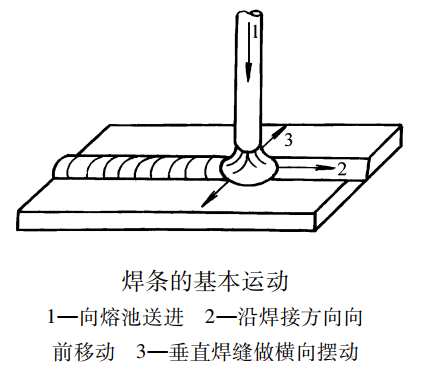
į┌▀xė├║ĖĮėļŖį┤Ą─śOąįĢrŻ¼ų„ę¬æ¬Ė∙ō■║ĖŚlĄ─ąį┘|║═║Ė╝■╦∙ąĶĄ─¤ß┴┐üĒøQČ©ĪŻå╬├µ║Ėļp├µ│╔ą╬┤“Ąū║Ė▓╔ė├ēAąį║ĖŚl║ĖĮėĢrŻ¼ę╗░Ńæ¬▓╔ė├ų▒┴„Ę┤śOąįĪŻ
ļŖ║Ė▓┘ū„╝╝─▄
«ö║ĖĮėģóöĄ▀xō±║Ž└ĒĢrŻ¼║Ė╣ż▓┘ū„╝╝─▄Š═│╔×ķå╬├µ║Ėļp├µ│╔ą╬╝╝ągĄ─ĻPµIĪŻŽ┬├µī”å╬├µ║Ėļp├µ│╔ą╬╝╝ągųąĄ─ę²╗ĪĪó▀\ŚlĄ╚╗∙▒Š▓┘ū„╝╝─▄▀MąąĮķĮBĪŻ
1.ę²╗ĪĘĮĘ©
║ĖŚlļŖ╗Ī║ĖĄ─ę²╗ĪĘĮĘ©Ęų×ķā╔ĘNŻ║ę╗ĘN×ķų▒ō¶Ę©ę²╗ĪŻ╗┴Ēę╗ĘN×ķäØ▓┴Ę©ę²╗ĪŻ¼╚ńŽ┬łDaĪób╦∙╩ŠĪŻ
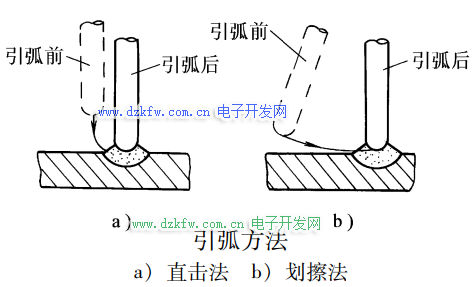
ę²╗ĪĘĮĘ©Ą─▀xō±ų„ę¬ė╔║ĖŚlĘNŅÉĪó║ĖŚlų▒ÅĮ║═æ¬ė├ł÷║ŽüĒøQČ©ĪŻ
(1)ų▒ō¶Ę©ę²╗Ī
║ĖĮėĢrŻ¼īó║ĖŚl─®Č╦┼c║Ė╝■▒Ē├µ▌p▌pę╗ō¶Ż¼į┘čĖ╦┘īó║ĖŚl╠ßŲ▓ó▒Ż│ųę╗Č©ŠÓļxŻ¼╝┤┐╔ę²╚╝ļŖ╗ĪĪŻų▒ō¶Ę©ę╗░ŃČÓė├ė┌ų▒ÅĮ▌^┤ųĄ─╦ßąį║ĖŚlĄ─ę²╗ĪĪŻČ°ēAąį║ĖŚl║═▌^ąĪų▒ÅĮĄ─╦ßąį║ĖŚlė╔ė┌╦ÄŲżš│Č╚ŽÓī”▌^┤¾Ż¼ę²╚╝Ģr▓╗ęū┴ó╝┤ą╬│╔ĘĆČ©Ą─▒ŻūoÜŌĘšŻ¼Å─Č°╩╣║ĖŚl┼c║Ė╝■║▄╚▌ęū░l╔·š│▀BŻ¼įņ│╔Č╠┬ĘŻ¼ę“┤╦ų▒ō¶Ę©ę²╗Īæ¬ė├▌^╔┘ĪŻ
(2)äØ▓┴Ę©ę²╗Ī
║ĖĮėĢrŻ¼īó║ĖŚl─®Č╦į┌║Ė╝■▒Ē├µ▌p▌päØ▓┴ę╗Ž┬Ż¼į┌║Ė┐pĮī┘╔ą╬┤┤¾┴┐╚█╗»ĢrŻ¼īó║ĖŚl─®Č╦┴ó╝┤└Łļxų┴║Ė╝■▒Ē├µ0.5Ī½1▒Č║ĖŚlų▒ÅĮĄ─ŠÓļxŻ¼╝┤┐╔ę²╚╝ļŖ╗ĪĪŻäØ▓┴Ę©ę²╗Īė╔ė┌║ĖŚl─®Č╦┼c║Ė╝■Įėė|├µĘeąĪŻ¼▓╗ęū░l╔·š│▀B¼FŽ¾Ż¼╣╩▀mė├ė┌ąĪų▒ÅĮĄ─╦ßąį║ĖŚl║═ēAąį║ĖŚlĄ─ę²╗ĪĪŻ
2.▀\ŚlĘĮĘ©
×ķ┴╦ŠS│ųļŖ╗ĪĄ─ĘĆČ©╚╝¤²Ż¼į┌║ĖĮė▀^│╠ųą║ĖŚlę¬ū÷╚²éĆ╗∙▒ŠĘĮŽ“Ą─╗∙▒Š▀\äėŻ¼╝┤Ž“╚█│žųØu╦═▀MĪóčž║ĖĮėĘĮŽ“Ž“Ū░ęŲäė║═┤╣ų▒║Ė┐pū÷ÖMŽ“ö[äėŻ¼╚ńŽ┬łD╦∙╩ŠĪŻ
«ö║ĖŚl╦═▀M╦┘Č╚┼c╚█╗»╦┘Č╚▓╗ę╗ų┬ĢrŻ¼Š═Ģ■░l╔·ļŖ╗Ī▓╗ĘĆČ©╔§ų┴ļŖ╗ĪŽ©£ńĄ╚¼FŽ¾ĪŻ
║ĖŚlčž║ĖĮėĘĮŽ“Ž“Ū░ęŲäėŻ¼╩╣║ĖŚl╚█╗»Įī┘┼c─Ė▓─╚█╗»Įī┘╚█║Žą╬│╔║Ė┐pĪŻ«ö║ĖŚlęŲäė╠½┐ņĢrŻ¼ļŖ╗Ī▓╗─▄Š∙ä“Ąž╚█╗»║ĖŚl┼c─Ė▓─Įī┘Ż¼Å─Č°ī¦ų┬║Ė┐p«a╔·╬┤╚█║ŽĪó╬┤║Ė═ĖĄ╚╚▒Ž▌Ż╗«ö║ĖŚlęŲäė╠½┬²ĢrŻ¼Ģ■╩╣╚█│ž£žČ╚▀^Ė▀Ż¼Å─Č°«a╔·¤²┤®Īó║Ė┴÷Īó║ĖĄ└╠½īÆ╗“Įī┘ČčĘeĄ╚¼FŽ¾ĪŻ
║ĖŚlį┌▀\ąą«öųąū÷ÖMŽ“ö[äėŻ¼─┐Ą─╩Ū×ķ┴╦½@Ą├Š∙ä“ę╗ų┬Ą─║Ė┐p│╔ą╬Ż¼═¼Ģrę▓╩Ū×ķ┴╦┐žųŲ╚█│ž£žČ╚Ż¼Ę└ų╣ė╔ė┌╚█│ž£žČ╚▀^Ė▀Č°«a╔·║Ė┐pĄ─¤²┤®¼FŽ¾ĪŻĖ∙ō■║ĖŚlÖMŽ“ö[äėĘĮĘ©Ą─▓╗═¼Ż¼║ĖĮė▀^│╠ųą│Żė├Ą─▀\ŚlĘĮĘ©ėąŻ║ų▒ŠĆ═∙Å═▀\ŚlĘ©Īóį┬č└ą╬▀\ŚlĘ©Īóą▒łA╚”ą╬▀\ŚlĘ©Īó╚²ĮŪą╬▀\ŚlĘ©║═õŲXą╬▀\ŚlĘ©Ż¼╚ńŽ┬łD╦∙╩ŠĪŻ
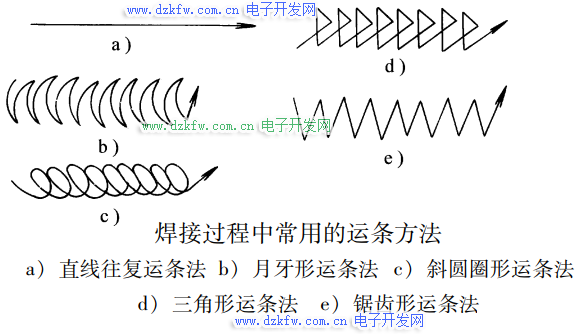
(1)ų▒ŠĆ═∙Å═▀\ŚlĘ©
║ĖŚl─®Č╦čž║Ė┐pĄ─┐vŽ“ū÷ų▒ŠĆą╬ö[äėŻ¼▀@ĘNĘĮĘ©║ĖĮė╦┘Č╚┐ņŻ¼║Ė┐p│╔ą╬šŁŻ¼▀mė├ė┌ķgŽČ▌^šŁĄ─ŲĮ║Ė╬╗ų├Ą─å╬├µ║Ėļp├µ│╔ą╬Ż¼╠žäe▀m║Žė┌▓╗õPõōĄ─║ĖĮėŻ¼▀@śėėą└¹ė┌į┌║ĖĮė▀^│╠ųą┐žųŲ╚█│ž£žČ╚Ż¼▒ŻūC║Ė┐p│╔ą╬ĪŻ
(2)į┬č└ą╬▀\ŚlĘ©
║ĖŚl─®Č╦čž║ĖĮėĘĮŽ“ū÷į┬č└ą╬ū¾ėęö[äėŻ¼ųąķgäėū„ę¬┐ņŻ¼ā╔é╚╔įū÷═Ż┴¶ĪŻįōĘĮĘ©┐╔ėąą¦Ąž┐žųŲ╚█│ž£žČ╚Ż¼▓óŪę╚█│ž▌^£\Ż¼Ę└ų╣š²ĪóĘ┤ā╔├µę¦▀ģĪŻį┬č└ą╬▀\ŚlĘ©╩Ūå╬├µ║Ėļp├µ│╔ą╬▀B╗Ī║ĖĄ─ų„ę¬▀\ŚlĘĮĘ©ų«ę╗ĪŻ
(3)ą▒łA╚”ą╬▀\ŚlĘ©║ĖŚl─®Č╦ū÷ą▒łA╚”ą╬▀\äė▓ó▓╗öÓŽ“Ū░ęŲäėĪŻįōĘĮĘ©▀mė├ė┌“Tū∙╩Į╣▄░Õč÷╬╗Īó░ÕĀŅ╝░╣▄ĀŅ45ĪŃą▒╬╗╗“║±░ÕÖM╬╗Ą─å╬├µ║Ėļp├µ│╔ą╬┤“Ąū║ĖĪŻ
(4)╚²ĮŪą╬▀\ŚlĘ©
║ĖŚl─®Č╦Ž“Ū░ū÷▀B└mŠ∙ä“Ą─╚²ĮŪą╬▀\äėĪŻįōĘĮĘ©▀mė├ė┌║±░ÕĄ─║ĖĮėĪŻ║ĖĮėĖ∙▓┐Ģrėą└¹ė┌╚█į³Ą─┼┼│²Ż¼Ę└ų╣ŖAį³Ą╚╚▒Ž▌Ą─«a╔·ĪŻ┴ó║Ėå╬├µ║Ėļp├µ│╔ą╬ėąĢræ¬ė├┤╦ĘN▀\ŚlĘĮĘ©ĪŻ
(5)õŲXą╬▀\ŚlĘ©
║ĖŚl─®Č╦ū÷õŲXą╬Ž“Ū░ö[äėŻ¼▓óį┌ā╔é╚╔įū÷═Ż┴¶Ż¼ęįĘ└ų╣«a╔·ę¦▀ģĪŻ┤╦ĘNĘĮĘ©▓┘ū„╚▌ęūŻ¼æ¬ė├ūŅÅVĘ║ĪŻ▀mė├ė┌ŲĮĪó┴óĪóč÷╬╗ī”Įė║Ė┐pĖ„īė║ĖĄ└Ą─║ĖĮėĪŻ
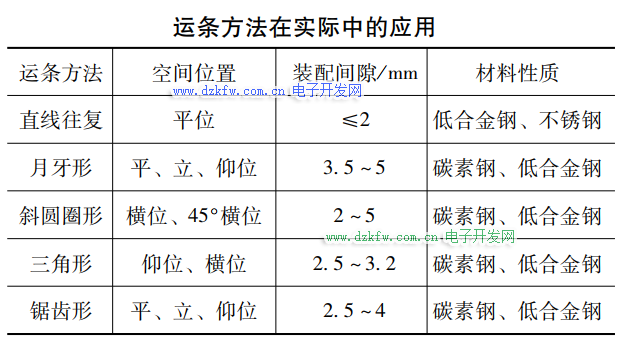
║ĖŚlį┌║ĖĮė▀^│╠ųą╚²éĆ╗∙▒ŠĘĮŽ“╔ŽĄ─äėū„╩Ūʱģfš{Ż¼╩Ū║Ė╣żšŲ╬šå╬├µ║Ėļp├µ│╔ą╬╝╝ągĄ─╗∙ĄAŻ¼ę▓┐╔ū„×ķ║Ō┴┐║Ė╣żå╬├µ║Ėļp├µ│╔ą╬╝╝ąg╦«ŲĮĄ─╗∙£╩ĪŻ╔Ž╩÷▀\ŚlĘĮĘ©į┌▓╗═¼║ĖĮė╬╗ų├Īó▓─┴Žąį┘|╝░čb┼õķgŽČųąĄ─æ¬ė├ęŖŽ┬▒ĒĪŻ
3.║Ė┐pĄ─Ų╗ĪĪóĮėŅ^╝░╩š╗ĪĘĮĘ©
(1)Ų╗Ī
ė╔ė┌Ų╗ĪČ╦£žČ╚▌^Ą═Ż¼╚█╔Ņ▌^£\Ż¼ęū«a╔·╬┤║Ė═ĖĪŻ╦ßąį║ĖŚl║ĖĮėŲ╗ĪĢr┐╔╔įīóļŖ╗Ī└ŁķLŻ¼ī”Ų┬┐┌Ė∙▓┐▀MąąŅA¤ßŻ¼╚╗║¾ē║Ą═ļŖ╗Ī▀Mąąš²│Ż║ĖĮėĪŻēAąį║ĖŚlätė╔ė┌╦ÄŲż╠žąįī”Ė∙▓┐╚█═Ėėą└¹Ż¼¤oąĶ▓╔ė├╦ßąį║ĖŚlĄ─Ų╗ĪĘĮ╩ĮŻ¼Ą½▓╗ę¬ų▒ĮėŲ╗ĪŻ¼æ¬į┌Ų┬┐┌Ū░Č╦ę╗Č©ŠÓļxę²╗Ī║¾Ż¼čĖ╦┘└Ł╗žŲ║ĖČ╦Ż¼▓óē║Ą═ļŖ╗Ī▀Mąą║ĖĮėĪŻ
(2)ĮėŅ^
Ž╚║Ė║Ė┐pĄ─╩š╗Ī╠Ä┼c║¾║Ė║Ė┐pĄ─ę²╗Ī╠ÄĄ─▀BĮė▓┐ĘųĘQ×ķ║Ė┐pĄ─ĮėŅ^ĪŻ║Ė┐pĄ─ĮėŅ^╩Ūå╬├µ║Ėļp├µ│╔ą╬┤“Ąū║Ė▌^ļyšŲ╬šĄ─Łh╣ØĪŻĮėŅ^ĘĮĘ©Ą├«öŻ¼║Ė┐pš²Ę┤ā╔├µŠ∙ä“ŲĮ╗¼Ūęā╚▓┐¤o╚▒Ž▌Ż╗ĘĮĘ©▓╗«öŻ¼ätęū«a╔·║Ė┴÷Īó│¼Ė▀Īó░╝Ž▌Īó├ō╣ØĄ╚╚▒Ž▌ĪŻĮėŅ^┘|┴┐Ą─║├ē─║═Ų╗ĪĪó╩š╗ĪĄ─┘|┴┐ėąĻPĪŻę╗░ŃüĒšfŻ¼Ų╗ĪčĖ╦┘Ą├«öŻ¼ŅA¤ß╗“Ū░Ą└║Ė┐p╩š╗Ī╠ÄĄ─£žČ╚▀Ć▌^Ė▀Ż¼ätĮėŅ^╚▌ęūĪóĮėŅ^┘|┴┐║├ĪŻ╚¶Ė³ōQ║ĖŚläėū„ŠÅ┬²Ż¼╗“Ų╗ĪĢrļŖ╗Ī▓╗ĘĆČ©ät▓╗─▄½@Ą├┴╝║├Ą─║Ė┐pĮėŅ^ĪŻ
(3)╩š╗Ī
£╩éõĮY╩°║ĖĮėĢrŻ¼ę¬ū÷║├ļŖ╗ĪĄ─╩š╗ĪĪŻ╩š╗ĪĢrę¬▒ŻūC╚█│žā╚▓┐Ą─ÜŌ¾w│õĘų┼┼│÷Ż¼▓óĘ└ų╣ę“öÓ╗Ī╠½┐ņŻ¼╚█│ž▒®┬Čįņ│╔┐šÜŌŪų╚ļŻ¼Å─Č°«a╔·└õ┐s┐ūĪóā╚▓┐ÜŌ┐ūĄ╚╚▒Ž▌ĪŻ╩š╗ĪĢr▀ĆꬊS│ųš²│ŻĄ─╚█│ž£žČ╚Ż¼ęį└¹ė┌║Ė┐pĮėŅ^ĪŻ╩š╗ĪĘĮ╩ĮėąČÓĘNŻ¼│Żė├Ą─ėąĘ┤Å═öÓ╗ĪĘ©ĪóäØ╚”╩š╗ĪĘ©Īó╗ž║Ė╩š╗ĪĘ©Ą╚ĪŻī”ė┌å╬├µ║Ėļp├µ│╔ą╬Ż¼╩š╗Īätų„ę¬▓╔ė├Ę┤Å═öÓ╗ĪĘ©║═╗ž║Ė╩š╗ĪĘ©ĪŻŲõųąĘ┤Å═öÓ╗ĪĘ©ę╗░Ńė├ė┌╦ßąį║ĖŚlĄ─║ĖĮė╩š╗ĪŻ¼╗ž║Ė╩š╗ĪĘ©ätČÓė├ė┌ēAąį║ĖŚlĄ─║ĖĮė╩š╗ĪĪŻ
4.▀B╗Ī║ĖĘ©┼cöÓ╗Ī║ĖĘ©Ą─æ¬ė├
║ĖŚlļŖ╗Ī║Ėå╬├µ║Ėļp├µ│╔ą╬┤“Ąū║Ė╣ż╦ć░┤╩ųĘ©Ą─▓╗═¼┐╔Ęų×ķ▀B╗Ī║ĖĘ©║═öÓ╗Ī║ĖĘ©ĪŻ
(1)▀B╗Ī║ĖĘ©
▀B╗Ī║Ė╝┤▓╔ė├▌^ąĪĄ─║ĖĮėļŖ┴„║═▌^ąĪų▒ÅĮĄ─║ĖŚlŻ¼į┌║ĖĮė▀^│╠ųąŻ¼ļŖ╗Ī▒Ż│ų│ų└mĘĆČ©Ą─╚╝¤²Ż¼į┌▌^ąĪĄ─Ų┬┐┌ķgŽČā╚Ž“Ū░Š∙ä“ö[äėŻ¼╩╣║Ė╝■▒│├µą╬│╔Š∙ä“║Ė┐pĄ─ĘĮĘ©ĪŻįōĘĮĘ©▓┘ū„║åå╬Ż¼╩ųĘ©ūāäėąĪŻ¼╚▌ęūšŲ╬šŻ¼Ūę▒│├µ│╔ą╬ų┬├▄Īóš¹²RŻ¼ā╚▓┐┘|┴┐║├Ż¼┴”īWąį─▄ā×┴╝Ż¼▒╗ÅVĘ║▓╔ė├ĪŻŲõ╚▒³c╩Ū╩▄Ų┬┐┌ķgŽČĄ─Ž▐ųŲŻ¼ĮėŅ^▌^×ķ└¦ļyŻ¼▒žĒÜ┐ņ╦┘¤ßĮė╗“ė├ĮŪŽ“─ź╣ŌÖC┤“─ź▌oų·ĮėŅ^ĪŻ╦ßąį║ĖŚl║ĖĮėĢrŲõĮėŅ^└¦ļyĄ─å¢Ņ}Ė³×ķ═╗│÷ĪŻ▀B╗Ī║ĖĘ©ų„ę¬ė├ė┌ēAąį║ĖŚlĖ„ĘN╬╗ų├Ą─║ĖĮė╝░╦ßąį║ĖŚlĄ─┴ó║Ė║═č÷║ĖĪŻ
(2)öÓ╗Ī║ĖĘ©
öÓ╗Ī║Ė╝┤╩Ūį┌║ĖĮė▀^│╠ųą═©▀^ļŖ╗Īėą╣ØūÓĄžŲ╗ĪĪóŽ©╗ĪŻ¼Å─Č°┐žųŲ╚█│ž£žČ╚Ż¼½@Ą├┴╝║├Ą─║Ė┐p│╔ą╬╝░ā╚▓┐┘|┴┐Ą─║ĖĮėĘĮĘ©ĪŻöÓ╗Ī║ĖĘ©╩Ū╬ęć°20╩└╝o70─Ļ┤·ÅV×ķ▓╔ė├Ą─ę╗ĘN║ĖĮėĘĮĘ©Ż¼Ųõā׳c╩Ū┐╔ęį▓╔ė├▌^┤¾Ą─Ų┬┐┌ķgŽČŻ¼╩╣ė├▌^┤¾Ą─║ĖĮėļŖ┴„ĪŻī”ė┌▌^▒Ī║Ė╝■Ą─å╬├µ║Ėļp├µ│╔ą╬Ż¼╩╣ė├Ą─║ĖĮėļŖ┴„▓╗╩▄╠½┤¾Ą─╝s╩°ĪŻöÓ╗Ī║ĖĘ©ų„ę¬ė├ė┌╦ßąį║ĖŚlĄ─ŲĮ║ĖĪóÖM║Ėęį╝░╣▄░ÕĄ╚▒Ī▒┌║Ė╝■Ą─å╬├µ║Ėļp├µ│╔ą╬┤“Ąū║ĖĪŻöÓ╗Ī║ĖĘ©į┌╔·«a║═ŠSą▐ųąĖ³×ķīŹė├ĪŻĄ½╩ŪŻ¼┼c▀B╗Ī║ĖĘ©ŽÓ▒╚Ż¼öÓ╗Ī║ĖĘ©▌^ļyšŲ╬šŻ¼ī”║Ė╣ż╗∙▒Š╣”Ą─ę¬Ū¾ę▓▌^Ė▀ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū