
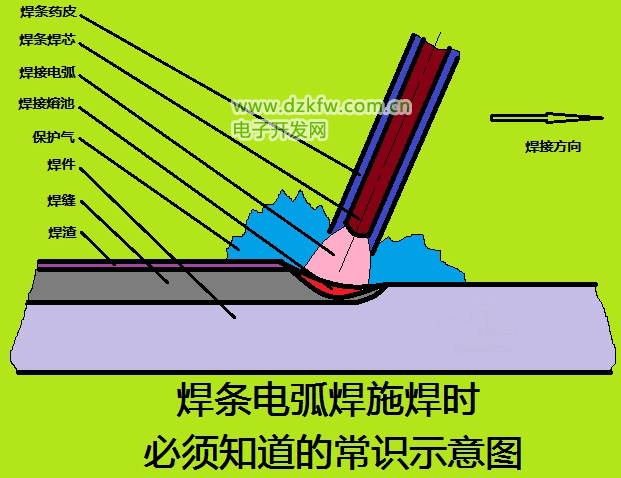
Ê╗íóÙè╗í║©©┼╩÷
ÙSÍ°╣ñÿI(y¿¿)╔·«a(ch¿ún)Á─░l(f¿í)ı╣║═┐ãîW(xu¿ª)╝╝ðg(sh¿┤)Á─▀M(j¿¼n)▓¢ú¼║©¢ËÊÐ│╔×ÚÊ╗ÚT¬Ü(d¿▓)┴óÁ─îW(xu¿ª)┐ãú¼ãõÍð║©ùlÙè╗í║©╩Ã╣ñÿI(y¿¿)╔·«a(ch¿ún)Íðæ¬(y¿®ng)Ë├ίÅVÁ─║©¢ËÀ¢À¿íú║©ùlÙè╗í║©╩ÃË├╩Í╣ñ▓┘┐v║©ùl▀M(j¿¼n)ðð║©¢ËÁ─Ê╗ÀN║©¢ËÀ¢À¿ú¼║©¢Ëòr(sh¿¬)Ùè╗íÈ┌║©ùlÂ╦▓┐║═╣ñ╝■Í«Úgí░╚╝ƒ²í▒ú¼▓óîóãõ¥Í▓┐╝˃ßÁ¢╚█╗»á¯æB(t¿ñi)ú¼╚█Á╬È┌ÜÔíóȳ┬ô(li¿ón)║¤▒úÎo(h¿┤)¤┬▀M(j¿¼n)╚Ù╚█│Ïú¼ÙSÍ°Ùè╗í¤‗Ã░ÊãäË(d¿░ng)ú¼╚█│Ï¢î┘Í▓¢└õàs¢Y(ji¿ª)¥ºÂ°ð╬│╔║©┐píú
┴Ý═Ôú¼ðÞʬÎóÊÔÊ╗³c(di¿ún)ú¼Ùè╗íÚL(zh¿úng)Â╚ú¿Ê▓¥═╩Ãã╗í║¾║©ùl╝ÔÂ╦║═─©▓─Á─¥ÓÙxú®æ¬(y¿®ng)╩╝¢K▒ú│ÍÈ┌â╔║┴├ÎξËÊíúÈ¡ät╔¤Ùè╗íÚL(zh¿úng)Â╚ÊÈ▓╗│¼▀^║©ùlÍ▒Å¢×Ú£╩(zh¿│n)íú
Â■íó║©ùlÙè╗í║©Á─║©¢Ë│úÎR(sh¿¬)
1ú¼║©ùlÙè╗í║©Á─║©ùl░┤Ë├═¥ÀÍËðú║╠╝õô║©ùlíóÁ═║¤¢õô║©ùlíó▓╗õPõô║©ùlíóÂÐ║©║©ùlíóÞTÞF║©ùlíóµç╝░µç║¤¢║©ùlíóÒ~╝░Ò~║¤¢║©ùlíóõX╝░õX║¤¢║©ùlíóÁ═£Ï║©ùlíó¢Y(ji¿ª)ÿï(g¿░u)õô║©ùlíóÒf╝░ÒtÒf─═ƒßõô║©ùlíó╠Ï╩ÔË├═¥║©ùlÁ╚íúÁ½╩Ãîª(du¿¼)Ë┌╗¯Øè¢î┘ú¿╚þÔüíóÔëíóõåÁ╚ú®íóÙy╚█¢î┘íóðíË┌1mmÁ─║©╝■╝░┤¾┼·┴┐╔·«a(ch¿ún)Á╚▓╗Ê╦▓╔Ë├║©ùlÙè╗í║©íú
2ú¼║©ùlÙè╗í║©Á─ÙèÈ┤═¿│ú▓╔Ë├©¢ÁÁ─ÙèÈ┤═Ô╠ÏðÈú¼Î¯║├ÊÈ║Ò┴¸╝Ëí░═Ô═¤í▒╠ÏðÈÙèÈ┤ú¼─▄▒úÎCÙè╗í╚╝ƒ²ÀÇ(w¿ºn)¿ú╗°▓╗Ê╦▓╔Ë├║Òë║═Ô╠ÏðÈÙèÈ┤ú¼Ê‗ãõÈ┌╗íÚL(zh¿úng)▓¿äË(d¿░ng)òr(sh¿¬)║©¢ËÙè┴¸▓¿äË(d¿░ng)¦^┤¾ú¼╩╣Ùè╗í▓╗ÀÇ(w¿ºn)íú
3ú¼║©ùlÙè╗í║©ÍðÐ÷║©╩ÃίÙyÁ─ú¼ı²┤_Á─▓┘θÀ¢À¿╩Ãú║▓╔Ë├ίÂ╠Ùè╗íÚL(zh¿úng)Â╚íó¦^ðíÍ▒Å¢Á─║©ùlíó╔È┐ýÁ─║©¢Ë╦┘Â╚║═║¤▀mÁ─║©¢ËÙè┴¸ú╗ÂÓîË║©òr(sh¿¬)┐╔▓╔Ë├È┬Ð└ð╬╗‗õŲXð╬▀\(y¿┤n)ùlÀ¢╩¢║©¢Ëú¼ö[À¨▓╗Ê╦╠½┤¾ú¼║©Á└æ¬(y¿®ng)▒íÊ╗³c(di¿ún)íúÐ÷║©▓╗─▄▓╔Ë├ÚL(zh¿úng)╗ííó┤¾Ùè┴¸íó┬²╦┘║©Á╚╩ÍÀ¿íú
4ú¼ÖM║©òr(sh¿¬)æ¬(y¿®ng)▀xô±¦^ðíÍ▒Å¢Á─║©ùlú¼┼õ║¤Ãí«ö(d¿íng)?sh¿┤)─║©ùl¢ÃÂ╚║═▀\(y¿┤n)ùlÀ¢À¿ú¼ÊÈÂ╠┬À▀^Â╚ð╬╩¢▀M(j¿¼n)ðð║©¢Ëú¼ÂÓÁ└║©¢Ë▀\(y¿┤n)ùlÁ─¢ÃÂ╚▀Çæ¬(y¿®ng)©¨ô■(j¿┤)║©┐p╦¨È┌╬╗Í├▀m«ö(d¿íng)©─Îâ║©ùl¢ÃÂ╚ú¼ÊÈ╩╣Ùè╗í═ã┴ªîª(du¿¼)╚█Á╬«a(ch¿ún)╔·│ð═ðθË├ú¼▀M(j¿¼n)°ð╬│╔┴╝║├Á─║©┐pú╗▓╗▀@ÿËÁ─ÈÆú¼╚█╗»¢î┘È┌ÍÏ┴ªÎ¸Ë├¤┬░l(f¿í)╔·┴¸╠╩ú¼▀M(j¿¼n)°ʲã╔¤é╚(c¿¿)«a(ch¿ún)╔·Êº▀àú¼¤┬é╚(c¿¿)«a(ch¿ún)╔·║©┴÷íó╬┤║©═©Á╚╚▒¤¦ú¼│╔ð╬É║╗»íú
5ú¼┴ó║©òr(sh¿¬)æ¬(y¿®ng)▓╔Ë├▀m«ö(d¿íng)?sh¿┤)─▀\(y¿┤n)ùl¢ÃÂ╚║═▀mÊ╦Á─▀\(y¿┤n)ùlÀ¢╩¢ú¼╩╣Ë├¦^ðíÁ─Ùè┴¸▀M(j¿¼n)ððÂ╠╗í║©¢Ëú¼═¿│úãı═¿║©ùl╩ÃÅ─¤┬═¨╔¤║©¢Ëú¼¤‗╔¤ÊãäË(d¿░ng)Á─╦┘Â╚ʬ¥¨ä‗ú╗Ê▓ËðîúÚTÁ─¤┬¤‗║©Á─║©ùlíú
6ú¼¢Ã║©òr(sh¿¬)║©ùlÈ┌║©¢ËÀ¢¤‗Á─âA¢ÃÊ╗░Ò×Ú65í½80íÒú¼Ùè╗íÁ─Í©¤‗æ¬(y¿®ng)㽤‗║±░Õú¼ÊÈ╩╣â╔░Õ╝˃ߣÏÂ╚¤Ó═¼ú¼È┌ÂÓîË║©òr(sh¿¬)æ¬(y¿®ng)©¨ô■(j¿┤)║©Á└╬╗╝░░Õ║±ı{(di¿ño)ı¹║©ùl¢ÃÂ╚ú¼ÊÈ▒úÎC║©┐p│╔ð╬┴╝║├ú╗╚þ¢Ã║©╣ñ╝■À¢▒ÒÀ¡ÌD(zhu¿ún)ú¼Ê╗░Òîó╣ñ╝■ÌD(zhu¿ún)Á¢┤¼ð╬║©╬╗Í├▀M(j¿¼n)ðð╩®║©íúÃð╝╔║±▒í░Õ¢Ã║©òr(sh¿¬)║©ùl▓╗ã½Êãú¼╚¦ÊÎʲãâ╔░Õ£Ï▓¯┤¾ú¼«a(ch¿ún)╔·║©┐på╬▀àíóʺ▀àíóÝö¢Ã║©▓╗═©íóèAȳÁ╚╚▒¤¦ú¼╩╣║©┐p│╔ð╬▓╗┴╝íú
7ú¼Ê²╗í║¾îóÙè╗í╔È└¡ÚL(zh¿úng)╗‗È┌└Ýã║©³c(di¿ún)8í½10mm╠Äã╗íú¼îª(du¿¼)║©┐pÂ╦¯^ú¿¢Ë¯^ú®▀M(j¿¼n)ðð▒ÏʬÁ─¯A(y¿┤)ƒßú¼╗‗▀m«ö(d¿íng)ö[äË(d¿░ng)ú¼┤²ð╬│╔╚█│Ï║¾È┘îóÙè╗í┐sÂ╠Í┴2í½4mmú¼Ú_╩╝ı²│ú║©¢Ëú╗║©¢ËÍÏʬ¢Y(ji¿ª)ÿï(g¿░u)òr(sh¿¬)ú¼æ¬(y¿®ng)Íãθãú¿╩ıú®╗í░Õú¼▀M(j¿¼n)ððã╗í║═╩ı╗íú¼▀@ÿË┐╔Á├Á¢╚█╔¯┼c╚█îÆ¥¨ä‗Ê╗Í┬Á─║©┐píú▓╗─▄Ùè╗íʲ╚╝║¾┴ó╝┤ÌD(zhu¿ún)╚Ùı²│ú║©¢Ëá¯æB(t¿ñi)ú¼╚¦ÊΫa(ch¿ún)╔·ÜÔ┐Îíó╬┤║©═©íóèAȳÁ╚╚▒¤¦íú
8ú¼È┌Ê╗░Ò║©¢Ë▀^│╠Íðú¿│²ÞTÞF║©Ða(b¿│)Ëðòr(sh¿¬)ÝÜ└¡ÚL(zh¿úng)Ê╗³c(di¿ún)╗íÚL(zh¿úng)ú®ú¼Ùè╗íÚL(zh¿úng)Â╚æ¬(y¿®ng)ðíË┌╗¯Á╚Ë┌║©ùlÍ▒Å¢ú¼╝┤▓╔Ë├Â╠╗í║©¢Ëú¼╠Ïäe╩Ã▓╔Ë├ëAðÈ║©ùl╩Ãú¼Ê╗¿ʬË├Â╠╗í║©¢Ë▓┼─▄▒úÎC║©¢Ë┘|(zh¿¼)┴┐íú╚þÙè╗í▀^ÚL(zh¿úng)ò■(hu¿¼)╩╣Ùè╗í╚╝ƒ²▓╗ÀÇ(w¿ºn)¿║©┐p▒Ý├µÁ─¶~¸[╝y▓╗¥¨ä‗íó║©┐p╚█╔¯£pðííó´w×RÈ÷╝Ëíó«a(ch¿ún)╔·ÜÔ┐ÎÁ╚╚▒¤¦íú
9ú¼║©ùlÙè╗í║©Á─àóöÁ(sh¿┤)͸ʬ╩Ã║©¢ËÙè┴¸ú¼═¿│ú║¤▀mÁ─║©¢ËÙè┴¸╩Ã║©¢Ë│╔öíÁ─ÛP(gu¿ín)µIú╗°¤Ó«ö(d¿íng)Ê╗▓┐ÀÍ║©╣ñ¤▓ÜgË├┤¾Ê╗³c(di¿ún)┴¸╩®║©ú¼¤Óîª(du¿¼)╩╣Ë├▀^ðíÙè┴¸Á─║©╣ñÀÃ│ú╔┘ú¼Ê‗?y¿ñn)Ú┤¾Ùè┴¸┐╔ÊÈ╝Ë┐ý║©¢Ë╦┘Â╚íú╩╣Ë├▀^┤¾Á─║©¢ËÙè┴¸ú¼▓╗âHò■(hu¿¼)╩╣║©ùl╬▓▓┐▀^ƒßú¿╔§Í┴░l(f¿í)╝tú®ú¼▓┐ÀÍ╦Äãñ├ô┬õ╗‗╩ºðºú¼ÜÔȳ▒úÎo(h¿┤)ðº╣¹Îâ▓¯ú¼Èý│╔ÜÔ┐Îíó´w×Ríó░╝┐Ëú¼Â°ÃÊÿOÊΫa(ch¿ún)╔·Êº▀àíóƒ²┤®íó¥º┴ú┤Í┤¾Á╚║©¢Ë╚▒¤¦íú
10ú¼▒í░Õîª(du¿¼)¢Ë║©òr(sh¿¬)Ê╗░Ò▓╗Ú_ã┬┐┌ú¼┐╔▓╔Ë├¦^┬²Ê╗³c(di¿ún)Á─║©╦┘▀M(j¿¼n)ððÍ▒¥ÇÂ╠╗í║©¢Ëú¼═¿▀^ı{(di¿ño)╣Ø(ji¿ª)║©ùlÁ─âA¢Ã╝░╗íÚL(zh¿úng)üÝ┐ÏÍã╚█ȳÁ─▀\(y¿┤n)äË(d¿░ng)║═╚█│Ï│╔ð╬íú║©¢Ëòr(sh¿¬)▓╗Ê╦ÖM¤‗ö[äË(d¿░ng)ú¼À±ät╚¦ÊÎʲãèAȳíóʺ▀à║═║©┐p▓╗ã¢ı¹Á╚╚▒¤¦íú
11ú¼═¿│ú║©¢Ëòr(sh¿¬)║©ùlÍ▒Å¢Ê╗░Òæ¬(y¿®ng)©¨ô■(j¿┤)╣ñ╝■║±Â╚íó¢Ë¯^ð╬╩¢íó║©¢Ë╬╗Í├║═║©¢ËîËöÁ(sh¿┤)ú¼▓óàó┐╝║©¢ËÙè┴¸Á─┤¾ðíüÝ▀x╚ííúîª(du¿¼)Ë┌ÀÃã¢║©╬╗Í├║©¢Ë║═Ú_ã┬┐┌ÂÓîË║©Á─Á┌Ê╗îËæ¬(y¿®ng)▓╔Ë├¦^ðíÍ▒Å¢Á─║©ùlú╗┴ó║©íóÖM║©íóÐ÷║©╦¨Ë├║©ùl¥¨▒╚ã¢║©òr(sh¿¬)ðíú╗║±░Õ╦¨Ë├║©ùl¦^┤ÍÁ½▓╗Ê╦│¼▀^░Õ║±íú

12ú¼╩ı╗íòr(sh¿¬)ʬÎóÊÔ╠¯ØM╗í┐Ëú¼│úË├Á─║©┐p╩ı╗íÀ¢À¿Ëðú║äØêA╚ª╩ı╗ííóÀ┤Å═(f¿┤)öÓ╗í╩ı╗ííó╗Ï║©╩ı╗í═Ô¢Ë╩ı╗í░Õ╩ı╗íÁ╚íú«ö(d¿íng)Ê╗Á└║©Á└║©═Ûòr(sh¿¬)ú¼╚þ╣¹┴ó╝┤└¡öÓÙè╗íätò■(hu¿¼)ð╬│╔Á═Ë┌║©¢Ë▒Ý├µÁ─╗í┐Ëú╗▀^╔¯Á─╗í┐Ë▓╗âHË░Ýæ═ÔË^ú¼Â°ÃÊ╩╣╩ı╬▓╠ÄÅè(qi¿óng)Â╚£p╚§ú¼▓óÊÎÈý│╔æ¬(y¿®ng)┴ª╝»Íð╗‗ð╬│╔╗í┐Ë┴Ð╝yíú
13ú¼Ê²╗íÀ¢À¿Ê╗░ÒËðú║äØ▓┴ʲ╗íÀ¿║═Í▒ô¶Ê²╗íÀ¿íú▓┘θòr(sh¿¬)┴ªÂ╚ʬ▀mÍðú¼äØ╗‗ô¶Ê¬©╔â¶└¹┬õíúÀ±ätú¼╚þ╣¹Ê²╗íäË(d¿░ng)θ╠½┐ý╗‗║©ùl╠ßÁ├▀^©▀ú¼▓╗Ê΢¿┴óÀÇ(w¿ºn)¿Á─Ùè╗íú¼┐╔─▄ã╗í║¾Ëͤ¿£þú╗ʲ╗íäË(d¿░ng)θ╚þ╣¹╠½┬²ú¼ËÍò■(hu¿¼)╩╣║©ùl║═╣ñ╝■ı│È┌Ê╗ãú¼«a(ch¿ún)╔·ÚL(zh¿úng)òr(sh¿¬)ÚgÂ╠┬Àú¼╩╣Á├║©ùl▀^ƒß░l(f¿í)╝tú¼Èý│╔╦Äãñ├ô┬õú¼Ê▓¢¿┴ó▓╗ãÀÇ(w¿ºn)¿Ùè╗ííú
14ú¼îª(du¿¼)Ë┌┤¾Úg¤ÂÊ╗░Ò▓╔Ë├╚²³c(di¿ún)║©¢ËÀ¿ú¼▓óÎóÊÔ║©Á└Á─║©¢ËÝÿð‗íú│²┴╦ÞTÞFÞéëK║©Ða(b¿│)═Ôú¼¢^┤¾ÂÓöÁ(sh¿┤)┤¾Úg║©¢Ë▓╗Ê╦À┼Í├¢î┘╠¯│õ╬´ú¼Ê‗?y¿ñn)Ú▒Ï╚╗ò?hu¿¼)«a(ch¿ún)╔·╬┤║©═©╚▒¤¦íó╩╣║©─_È÷©▀Ë░Ýæ║©╝■Åè(qi¿óng)Â╚íú
15ú¼Í▒┴¸Ùè╗íί┤¾Á─╚▒³c(di¿ún)╩Ãò■(hu¿¼)░l(f¿í)╔·Ùè╗í┤┼ã½┤Áú¼Èý│╔Ùè╗í▓╗ÀÇ(w¿ºn)¿ú¼ç└(y¿ón)ÍÏòr(sh¿¬)©¨▒¥ƒoÀ¿║©¢Ëú¼Ë╚ÊÈ┤¾Ùè┴¸íó╔¯ã┬┐┌íó¢Ã║©Á╚ÃÚørί×ÚÅè(qi¿óng)┴Êíú▒▄├Ô«a(ch¿ún)╔·┤┼ã½┤ÁÁ─┤Ù╩®Ëðú║╩╣Ë├¢╗┴¸ÙèÈ┤║©¢Ëíóı²┤_▀xô±Ùè└|¥Ç¢Ë╚Ù╬╗Í├íóı{(di¿ño)ı¹║©ùl¢ÃÂ╚íó£p╔┘¢Ë¯^Úg¤Â▓╔Ë├Â╠╗í║©¢ËÁ╚íú
16ú¼▒í░Õ║©¢Ëʬ▓╔Ë├Í▒┴¸À┤¢ËíúÈ┌▀xô±║©¢ËÙèÈ┤Á─ÿOðÈòr(sh¿¬)ú¼Í¸Ê¬╩é¨ô■(j¿┤)║©ùlðÈ┘|(zh¿¼)║═║©╝■╦¨ðÞÁ─ƒß┴┐üÝøQ¿ú¼Ê╗░Ò×Ú½@Á├¦^┤¾Á─╚█╔¯║±░Õ║©¢Ë┐╔▓╔Ë├Í▒┴¸ı²¢Ëú¼Â°▒í░Õ║©¢Ëòr(sh¿¬)×ÚÀ└Í╣║©╝■ƒ²┤®ú¼Ê╦▓╔Ë├Í▒┴¸À┤¢Ëíú
17ú¼ëAðÈ║©ùlæ¬(y¿®ng)▓╔Ë├Í▒┴¸║©¢Ëú¿▓┐ÀÍ┐╔¢╗Í▒â╔Ë├ú®íúëAðÈ║©ùl┼cÅè(qi¿óng)Â╚╝ë(j¿¬)äe¤Ó═¼Á─╦ßðÈ║©ùl¤Ó▒╚ú¼ãõ╚█À¾¢î┘ÐËı╣ðÈ║═ÝgðÈ©▀íóöU(ku¿░)╔óÜõ║¼┴┐Á═íó┐╣┴ÐðÈ─▄Åè(qi¿óng)íúÁ½ëAðÈ║©ùlÁ─╣ñ╦çðȦ^▓¯ú¼▓╔Ë├¢╗┴¸║©¢Ëòr(sh¿¬)Ùè╗íÀÇ(w¿ºn)¿ðÈ▓¯íó´w×RÂÓíó║©┐p│╔ð╬▓╗┴╝íúÊ‗┤╦ú¼▓╔Ë├ëAðÈ║©ùl║©¢Ëòr(sh¿¬)ú¼ƒoıô╩Ã▒í░Õ▀Ç╩Ã║±░Õ¥¨ðÞ▓╔Ë├Í▒┴¸À┤¢Ë▓óË├Â╠╗í║©¢Ëíú
18ú¼îª(du¿¼)Ë┌║©╝■║±Â╚┤¾Ë┌6mmú¼×Ú┴╦║©┐pËððº║±Â╚íó║©═©íó©─╔ã│╔ð╬ú¼Ê╗░Òæ¬(y¿®ng)îó║©¢Ë▓┐╬╗╝Ë╣ñ│╔Yð╬íóXð╬íóUð╬Á╚©¸ÀNð╬á¯Á─ã┬┐┌ú¼▓ó▀M(j¿¼n)ððÂÓîË║©╗‗ÂÓîËÂÓÁ└║©íú
 ÀÁ╗ÏÝö▓┐
ÀÁ╗ÏÝö▓┐ ╦óð┬Ýô(y¿¿)├µ
╦óð┬Ýô(y¿¿)├µ ¤┬Á¢Ýô(y¿¿)ÁÎ
¤┬Á¢Ýô(y¿¿)ÁÎ